新聞中心
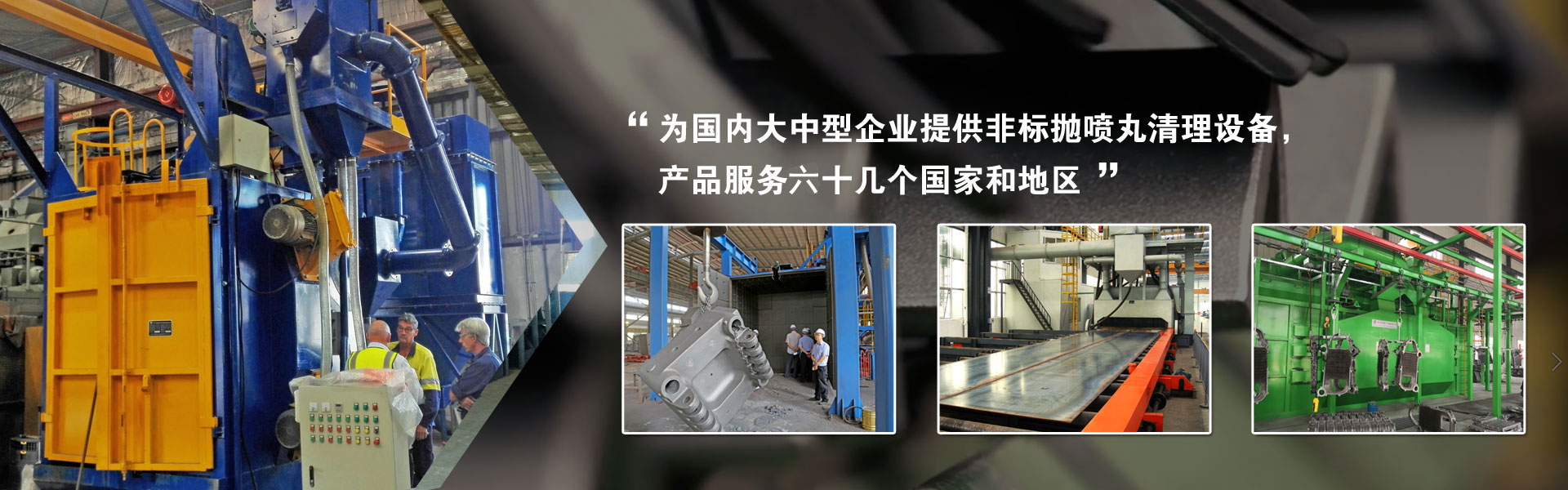
鋼管拋丸清理機處理鋼表面銹和氧化物的過程
安泰出產的鋼管拋丸機是怎樣完成處置銹和氧氣化物的呢,它是通過大功率的電機來幫帶拋丸器的葉片來高速轉動,要得鋼砂、鋼丸等天然磨料對鋼管施行外表噴吐處置。認為合適而使用安泰出產的鋼管式拋丸機要注意的3個問題是: 1.除銹的品級。鋼管常用到的乙烯類、環氧氣類和酚醛類等防腐漆片的動工工藝,平常的的要求鋼管表面到了白級(sa2. 5),理論證明,認為合適而使用了這種除銹品級可以直接洗雪一切的氧氣化皮、銹和其它的污物,錨紋的深度到了40-100um ,可以充分滿意了防腐屋與鋼管的附出力要求。2.天然磨料的粒徑和配比。為了能夠獲得好的均勻干凈度和光潔度分布,天然磨料的粒徑和配比預設就相當的關緊了。光潔度太大了容易導致防腐層變薄。還有可能會由于瞄紋太深在防腐的進程項中防腐尾構成氣泡兒,因此影響到防腐層的功能。假如光潔度太小便會形成防腐屋附出力合耐沖擊強度減退。關于內里點蝕,不止靠大顆粒天然磨料高超度的沖擊,還要靠小顆粒打唐遺失剝蝕產品蒞臨達徹底整理效果還合理的配比預設不但可減輕天然磨料對管道及噴嘴兒(葉片)的磨耗,況且天然磨料的應用率也可大大增長。鋼丸的粒徑為0.8~1.3 mm ,鋼砂粒徑為0.4-~1.0 mm,個中以0.5-~1.0 mm為主要成分。砂丸比平常的為5~8。應當注意的是在實踐操作中,磨估中鋼砂和鋼丸的理想比例很難到了,原由是硬而易碎的鋼砂比鋼丸的出現裂縫率高。為此,在操作中應定時的取樣檢驗測定天然磨料,根據粒徑散布狀態,向鋼管拋丸除銹機中參加新天然磨料,況且加人的新磨適中,鋼砂的量要主要的。3.拋丸機的天然磨料。為了能夠達到理想的除銹效果,我們應根據鋼管表面的硬度和原始銹蝕的水準、表面光潔度、涂層類型等來挑選天然磨料。關于單層環氧氣、二層或三層聚乙烯涂層,認為合適而使用鋼砂和鋼丸的摻雜天然磨料更易到了理想的除銹效果。鋼丸有鞏固鋼表面的效果,而鋼砂則有刻蝕鋼表面的效果。以上為安泰鋼管式拋丸機出力鋼管外表的銹、氧氣化物和污物的紹介,期望對大家有所幫助。
 青島西海岸新區世紀大道867號
青島西海岸新區世紀大道867號 13361277779
13361277779 15908950799
15908950799